












N2 GENERATOR COMPLETE GUIDE
The air which we breathe contains 78% volume of nitrogen gas, 21% volume oxygen gas, and 1% other gas components. Since Nitrogen is available in large content and inert by nature so it is used to prevent explosion and fire in cargo tanks. Inerting can be done in two ways, Either by generating through an inert gas generator or by topping up from shore or by using topping up from Inert gas bottles.
N2 generator is a kind of inert gas system most preferably used in tankers. The below block diagram shows a basic representation of a Nitrogen Inert Gas Generator.
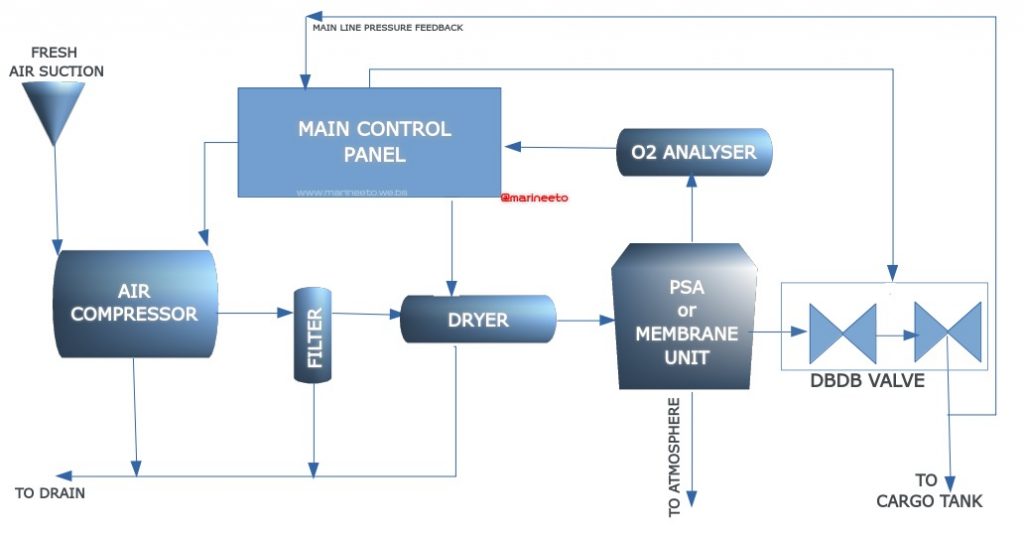
N2 plant consist of following main component,
- Air Compressor
- Filter Unit
- Dryer or Heater
- Main Control Unit
- Oxygen Analyser
- DBDB (Double Block Double Bleed) Valve
- Adsorption or Separation Unit
AIR COMPRESSOR provides compressed feed air to the plant. The compressor is cooled by a Fresh or Seawater cooling system.
FILTER UNIT filters harmful solid, carbon, oil and water particles. If filter is bypassed it may damage or shorter life of membrane or adsorption unit. Some plant is also provided with activated charcoal unit to remove oil impurities.
DRYER / HEATER prevents moisture content entering Adsorption or Separation Unit hence providing dry air to the system and protecting pretreatment and absorbent/membrane. Dryers are of the Refrigeration type.
Heater does the same work as Dryer. The air then passes through an electric heater which will rise the air temperature by min. 5°C. The heater is controlled by a signal from a temperature sensor. A temperature switch in the heater and in the piping will protect the heater and the membranes from being exposed to a too high temperature. The heater unit is controlled by the heater control panel. Usually, Membrane type Plant has a Heater unit and PSA type is installed with Dryer unit, it is up to maker what suits as per their design.
MAIN CONTROL UNIT is an operation unit which controls various process value, control valve operation. The main control unit consists of PLC, HMI (Human Machine Interface), Relays, etc. The plant operation can be done locally or remotely from CCR (Cargo Control Room).
N2 has different modes of operation like IG mode (95% N2), Top-Up mode (N2 99%), etc. During 99% N2 mode operation is slightly different, product gas volume generated is less so it is fed to the receiver tank. The receiver tank is filled with pressurized 99% N2 from there it is fed through Main IG line to cargo tanks.
OXYGEN ANALYSER will continuously monitor the oxygen content in the nitrogen product. Should the oxygen content rise above the design value, an alarm will be initiated. If the oxygen content raises further, a second alarm (oxygen content HIGH HIGH), will be initiated. The delivery valve will
close and a dump valve will vent off-spec product to ambient air. When the oxygen content is within specification again, these valves will reverse and the system will supply nitrogen again.
If the nitrogen consumption is lower than the design, the backpressure in the distribution lines will build up and give a lower product flow. A lower flow in turn will result in higher nitrogen purity, i.e. less oxygen in the product. In this manner, the system will be capable of a 0-100% capacity turndown.
Oxygen Analyser Consist of O2 Cell and has to be calibrated every time during plant operation for reliable output. Calibration is carried out by an instrument fresh air supply line given to the O2 analyzer. Span Calibration of O2 cell is carried out from 20.6% to 20.9% as per temperature chart and logged.
DOUBLE BLOCK & BLEED VALVE (DBB) is basically isolation and vent valves are installed to make a barrier between hazardous and safe areas during shut down periods. Block valves is a butterfly valve to interrupt inert gas to be sent to cargo tanks. Block valves will stay closed while the bleed valve will stay open in order to vent possible leakage of hydrocarbon gases back to a safe area. Before the DBB valve, there is FCV( Flow Control Valve) which controls the flow rate of N2.
When Main Line is getting Pressurised the pressure transmitter transmits process value to Main control panel DBB valves shuts and Atmospheric Valve opens and vented to atmosphere.
ADSORPTION OR SEPARATION UNIT is the main N2 generating unit. There are different ways to generate N2 (Nitrogen), some of the types used onboard tanker ships are
- PSA (Pressure Swing Adsorption)
- Membrane technology
PSA TECHNOLOGY
PSA(Pressure Swing Adsorption) system uses special carbonate molecular sieves as adsorbentt to produce notrogen gas by means of adsorbing/separating oxygen from the pressurized air supplied by air compressor.
Raw material air is fed into adsorber by air compressor with dryer. The adsorber is filled with molecular sieve carbon which adsorbs oxygen, carbon dioxide gas, so to produce nitrogen gas. When adsorption is over, the adsorber is depressed down to about atmospheric pressure. Then adsorbed gas is desorbed.
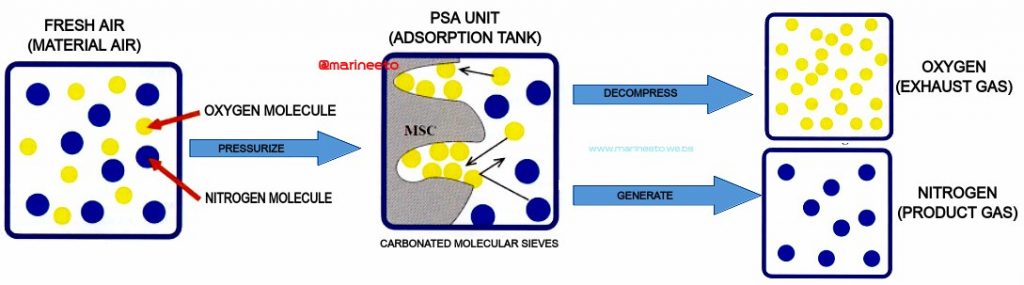
This cycle of adsorption, desorption and filling is repeated by every minute to produce nitrogen gas continuously.
MEMBRANE TECHNLOGY
Selective permeation is the general principle behind the membrane system. Each gas component has a characteristic permeation rate that is a function of its ability to dissolve and diffuse through a membrane wall. This characteristic allows fast gases such as oxygen to be separated from slow gases such as nitrogen.
The key component of Membrane technology is Membrane Module. Each module contains thousands of hollow fibres to obtain maximum membrane surface per unit of volume. Compressed air is fed to the bore side of the hollow fibres named a bundle or a membrane that is enclosed in a pressure vessel, arranged geometrically in the same way as a shell and tube heat exchanger.
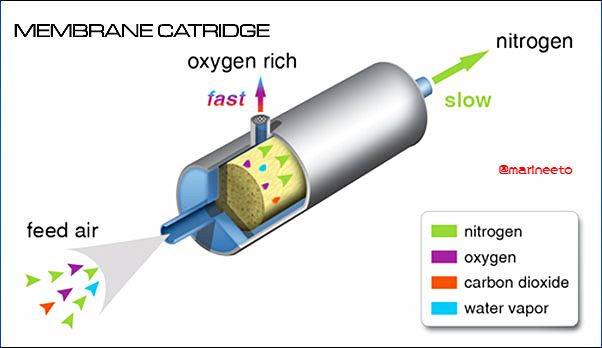
As the air flows along the bore side of the fibres, O2, CO2, and H2O (vapour) contained in the air permeate faster than nitrogen to the low-pressure side of the fibres. The bore side air is gradually depleted of the fast gases (H2O is fastest) and enriched in nitrogen.
By adjusting the product flow rate, different nitrogen purities and flow rates can be produced.
Many factors must be considered when designing a membrane separation system. Three of the more important ones are the driving force (or the differential partial pressure) across the membrane wall, the residence time the gases are exposed to the membrane surface, and the membrane area. In practice, this means the feed air pressure, the feed flow rate, and the membrane area respectively.
MAINTENANCE
- Alarms & Trips must be tried out for safe operations.
- Oxygen Analyser must be calibrated every time before starting the plant. O2 cell(sensor) in Oxygen Analyser is Electro-Chemical (Galvanic) or Paramagnetic type. Galvanic Cell has to be replaced after a certain running hour to ensure reliable operation. (Paramagnetic O2 cell offers excellent precision and longer durability compared to Galvanic cell).
- For Dryers, Refrigerant Gas leak test has to be carried out and for Electric Heaters, Insulation test is recorded.
- N2 Room is equipped with an Oxygen Monitoring & Alarm system for safety. If N2 leaks and room are flooded with N2 gas Alarm must activate. This Alarm is tested by using Span N2 gas bottles.
PROS & CONS
- Nitrogen Membrane technology can give purity of 99.5% whereas PSA type can give purity up to 99.9995%.
- PSA or Membrane type requires minimal maintenance.
- PSA type can deliver more volume of N2 But in Membrane type, as purity increases the volume of N2 delivery decreases.
- PSA has a low operating costs as compared to Membrane technology.
- PSA operation is slightly complicated because adsorption and separation include multiple auto valves as compared to Membrane technology. In Membrane technology, there are no moving parts so reliability is good compared to PSA.
CONCLUSION
Nitrogen is a non-toxic but asphyxiating inert gas of slightly lower density than air. This gas does not support life and should be piped to an area where it can be vented safely. Before the compartment will be safe for entry, ventilation must be continued until a steady oxygen content reading of 21% by volume is obtained. Always make a practice of the following safety procedure before entering Nitrogen Room.
REFERENCES
- AIR PRODUCTS http://www.airproducts.com/
- MAYEKAWA https://www.mayekawa.com/
- SYSTECHILLINOIS https://www.systechillinois.com/
- MVS Engineering https://www.mvsengg.com/
LIKE POST? PLEASE SHARE

Very nice info.
Thank You Arnulfo Siavingco.
Thanks for sharing this!!